 Co., Ltd.")
Industrial drums are indispensable tools that play a crucial role in a wide range of industries. From storage and transportation to containment and processing, these sturdy containers provide numerous applications across different sectors. In this article, we'll explore the versatility and significance of industrial drums in various industries, highlighting their key features and benefits. By understanding the diverse applications of these drums, businesses can optimize their operations and make informed decisions when selecting the right drum for their needs.
It seems like wherever you look, you can find an industrial barrel. Whether it's a plastic barrel cap storing food, or a steel drum closure for oil, almost any industry can find a use for a 55 gallon container. Drums are ubiquitous across the world, making appearances on every continent and in every country, because there's almost always a use for them.
Chemical Industry
The chemical industry heavily relies on industrial drums for the safe storage and transportation of various chemical substances. From hazardous liquids to corrosive materials, industrial drums provide a robust containment solution. These drums are often constructed from materials like high-density polyethylene (HDPE) or steel, offering exceptional chemical resistance and preventing leaks or spills. Moreover, they are compatible with different types of closures, such as bungs and faucets, ensuring proper sealing and ease of access for filling and dispensing chemicals.
Food and Beverage Industry
In the food and beverage industry, industrial drums serve as essential vessels for storing and transporting bulk ingredients, liquids, and powders. These drums are designed to meet strict sanitary standards, typically made from food-grade materials like stainless steel or FDA-approved plastics. They maintain the integrity and quality of food products, protecting them from contamination and spoilage. Industrial drums with airtight seals and stackable configurations enable efficient storage and reduce the risk of product damage during handling and transportation.
Pharmaceutical Industry
In the pharmaceutical industry, where precision and safety are paramount, industrial drums play a critical role in the storage and transport of pharmaceutical substances. These drums are often engineered to meet the stringent requirements of the industry, ensuring the protection of sensitive drugs and chemicals. Pharmaceutical-grade drums are typically designed with features such as tamper-evident seals, hygienic interiors, and compatibility with temperature control systems. The robust construction of these drums ensures the integrity of pharmaceutical products throughout their lifecycle.
Oil and Gas Industry
The oil and gas industry heavily relies on industrial drums for the safe handling, storage, and transportation of various petroleum-based products. Drums specifically designed for this industry are often constructed from heavy-duty steel, providing excellent resistance to extreme temperatures and harsh environmental conditions. Industrial drums in this sector feature secure closures, such as lockable lids and bungs, to prevent spills and leaks during transit. Additionally, they are often UN-certified, meeting strict regulatory requirements for hazardous materials.
Construction Industry
Industrial drums find valuable applications in the construction industry, serving as containers for bulk materials such as adhesives, sealants, lubricants, and paint. These drums offer durability and portability, making them suitable for jobsites with varying terrain. Industrial drums with specialized linings, such as epoxy or phenolic coatings, ensure compatibility with different substances, preventing chemical reactions or degradation. Moreover, their stackable design optimizes storage space, facilitating organization and inventory management.
Industrial drums prove to be indispensable tools across diverse industries, offering a reliable and versatile solution for storage, transportation, and containment needs. Whether in the chemical, food and beverage, pharmaceutical, oil and gas, or construction sector, these drums provide robust and efficient handling of materials while complying with industry-specific regulations. By understanding the unique features and benefits of industrial drums, businesses can make informed decisions and leverage their versatility to enhance productivity, safety, and overall operational efficiency.
 Packing materials for steel drumsApril 14, 2023Although the application of steel drum packaging materials is only more than a hundred years of history, but with the development of modern iron and steel industry, for industrial and agricultural dep...view
Packing materials for steel drumsApril 14, 2023Although the application of steel drum packaging materials is only more than a hundred years of history, but with the development of modern iron and steel industry, for industrial and agricultural dep...view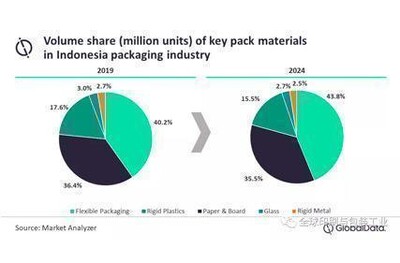 The Development Prospects Of Southeast Asian Packaging MarketJuly 1, 2022GlobalData's report "Malaysian Packaging Industry-Trends and Opportunities" shows that the industry is mainly driven by the growth of paper and cardboard packaging. It is expected to hav...view
The Development Prospects Of Southeast Asian Packaging MarketJuly 1, 2022GlobalData's report "Malaysian Packaging Industry-Trends and Opportunities" shows that the industry is mainly driven by the growth of paper and cardboard packaging. It is expected to hav...view Indian Steel Mills Have Benefited Only Modestly From China's Energy CrisisJune 30, 2022The benefits to Indian mills of higher Chinese steel prices resulting from curbs on Chinese production and/or higher energy costs will be limited on account of high logistics costsand challenges such ...view
Indian Steel Mills Have Benefited Only Modestly From China's Energy CrisisJune 30, 2022The benefits to Indian mills of higher Chinese steel prices resulting from curbs on Chinese production and/or higher energy costs will be limited on account of high logistics costsand challenges such ...view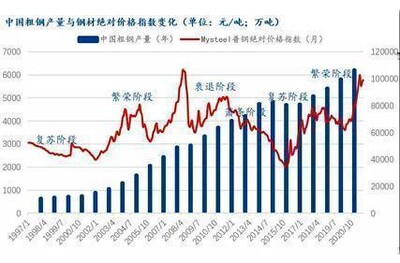 The Fluctuations Of Steel Price Is Related To The Economic Development CycleJune 30, 2022The development and changes of things are inseparable from the cycle. Under the condition of market economy, the law of economic development is of great significance to study the changes of the market...view
The Fluctuations Of Steel Price Is Related To The Economic Development CycleJune 30, 2022The development and changes of things are inseparable from the cycle. Under the condition of market economy, the law of economic development is of great significance to study the changes of the market...view Proper Installation and Removal Techniques for Drum Bung SealsJanuary 31, 2024In industries where hazardous substances are stored and transported, the importance of ensuring safe and secure containment cannot be overstated. Drum bung seals play a vital role in maintaining the i...view
Proper Installation and Removal Techniques for Drum Bung SealsJanuary 31, 2024In industries where hazardous substances are stored and transported, the importance of ensuring safe and secure containment cannot be overstated. Drum bung seals play a vital role in maintaining the i...view UN rating drumsApril 20, 2023Since 1 January 1991, all dangerous goods in international marine and international or domestic air transport were required to be in packaging displaying the "UN" marking. The mark indicates...view
UN rating drumsApril 20, 2023Since 1 January 1991, all dangerous goods in international marine and international or domestic air transport were required to be in packaging displaying the "UN" marking. The mark indicates...view
 EN
EN
 ko
ko  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  vi
vi  th
th 


